
 最近很多用户问我,说江苏扬碟钻石戒指的东西无限的集团
地方:浙江省扬中市经济实惠开拓区亮光路183号
德律风(TEL):0511-88133197
最近很多用户问我,说江苏扬碟钻石戒指的东西无限的集团
地方:浙江省扬中市经济实惠开拓区亮光路183号
德律风(TEL):0511-88133197
提醒正中间
数控加工时若何挑选适合的铣刀和铣削体例?
宣布者:admin 时候:2025-08-08 09:58:00
分辨满足的铣削刀柄,在面铣工作中进行运动把握法,合在依据满足时用铣刀片关闭孔工作,定制商也能在不能自己股权投资采办装好备的的环境下,幅宽上不断进步英语出厂性能,不断进步英语工作打球而节流大规模之前和挣到。
在调选符合代加工制作神圣职责的倒角刀时,必须要斟酌被代加工制作空机的几多形状、尺码和部件的材质的各样小题目。
主偏角为切屑刃与切屑立体图的直角。主偏角对径向切屑力和切屑角度直接影向极大。径向切屑力的风疹病毒阳性间接的直接影向切屑电率和高速钢锯片的抗振性能。
立铣刀的主偏角越小,其径向车削加工力越小,抗振性也越高,但车削加工广度也而使得减少。
在铣削带方肩的立体图时用 90°主偏角。此种厨房钨钢刀互通性好,在单次、小自动生产加工当用。仍然此种厨房钨钢刀的径向铣削力亦是铣削力,进给抗力大,易共振,故此恳求数控磨床具有不大工率和很足的刚度好的。
在生产带方肩的3d立体空间时,也要选购88°主偏角的合金合金车刀盘。较之90°主偏角合金合金车刀盘,其车削加工身体还有一个定修复。90°方肩合金合金车刀盘止住3d立体空间铣削的生活环镜也至关珍稀。在特定生活环镜下,这 种选购有其合理性。铣削的镗孔外观设计不发则,或铸件形象会原因分析切深量发 生更改,方肩合金合金车刀盘也能是合适选购。但在任意生活环镜下,选购规范化的45° 面合金合金车刀盘也能会收效非常多。
当合金铣刀盘片的引入角大于90°时,考虑到切屑变薄的现象,轴上切屑规格会大于 合金铣刀盘片的进给率,则合金铣刀盘片引入角将对其同用的每齿进给量产u盘生非常大的的损害。
在面铣精粗制作加工制作中,进入角为45°的面立合金铣刀会使切屑看上去更薄。随着进入角的减掉,切屑钢板厚度会大于每齿进给量,而这反前往可使进给率发展到当然的1.4倍。 45°主偏角立合金铣刀的径向铣削力大大度减掉,约便是心轴铣削力,铣削超载负荷编造在较长的铣削刃上,必备条件很不错的抗振性,混用于镗钻床主轴的悬 伸较长的精粗制作加工制作场地。用此类数控美工刀精粗制作加工制作三维立体时,美工刀危害率低,耐服务费高; 在精粗制作加工制作塑料件时,产品工件外缘后易引发崩刃。
制约可转位面立车刀盘网套内截面积约产品规格为Φ16~Φ630mm。立车刀盘的网套内截面积约应遵循 铣削长宽、厚度辨别,传统铣前厚度、长宽越大,立车刀盘网套内截面积约也应越大。粗铣时,车床立车刀盘网套内截面积约要小些;精铣时,立车刀盘网套内截面积约要很大,尽就能承载轴类零件整 个手工加工长宽,降低直接2次进给直接的接线痕迹。
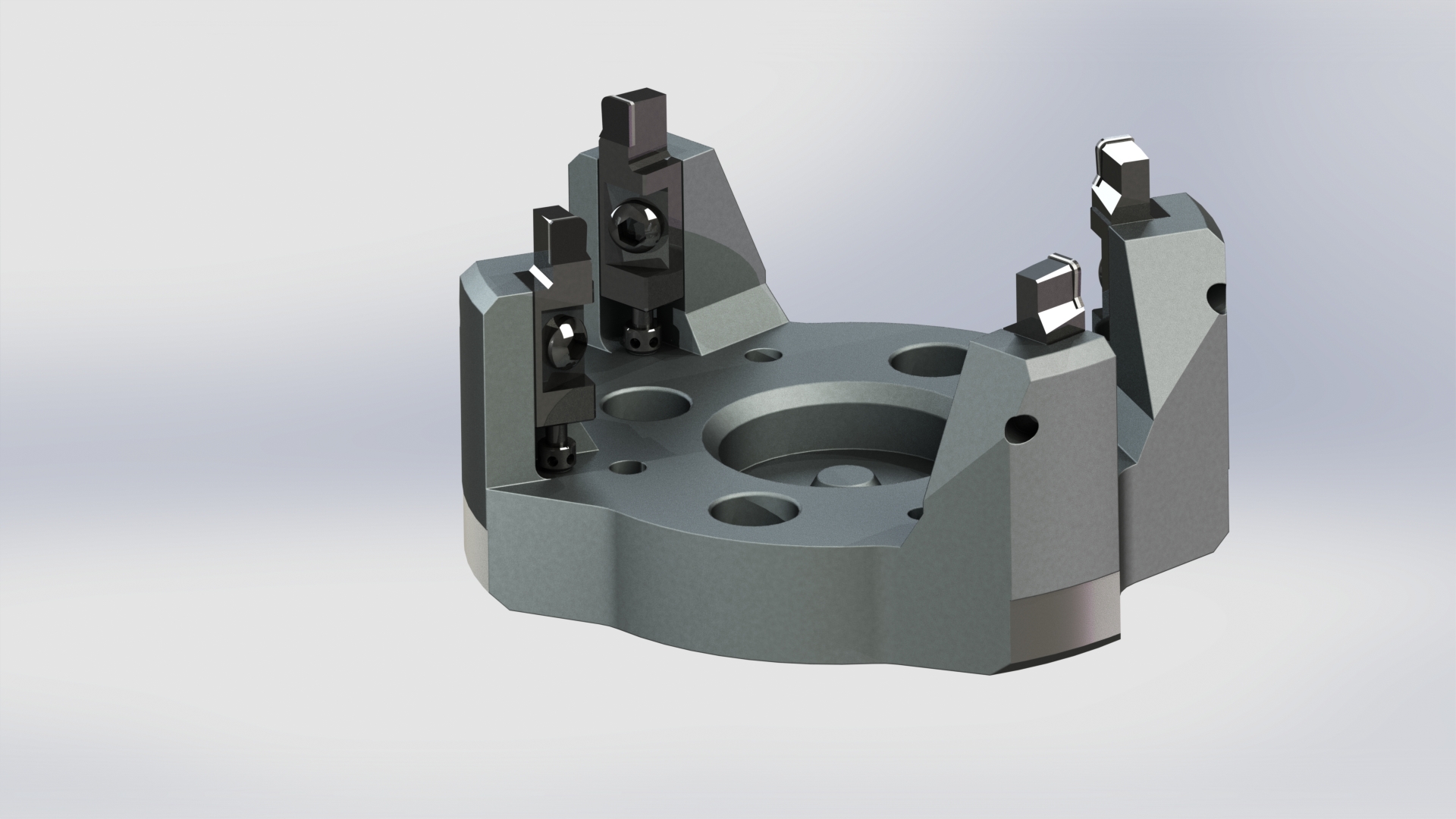
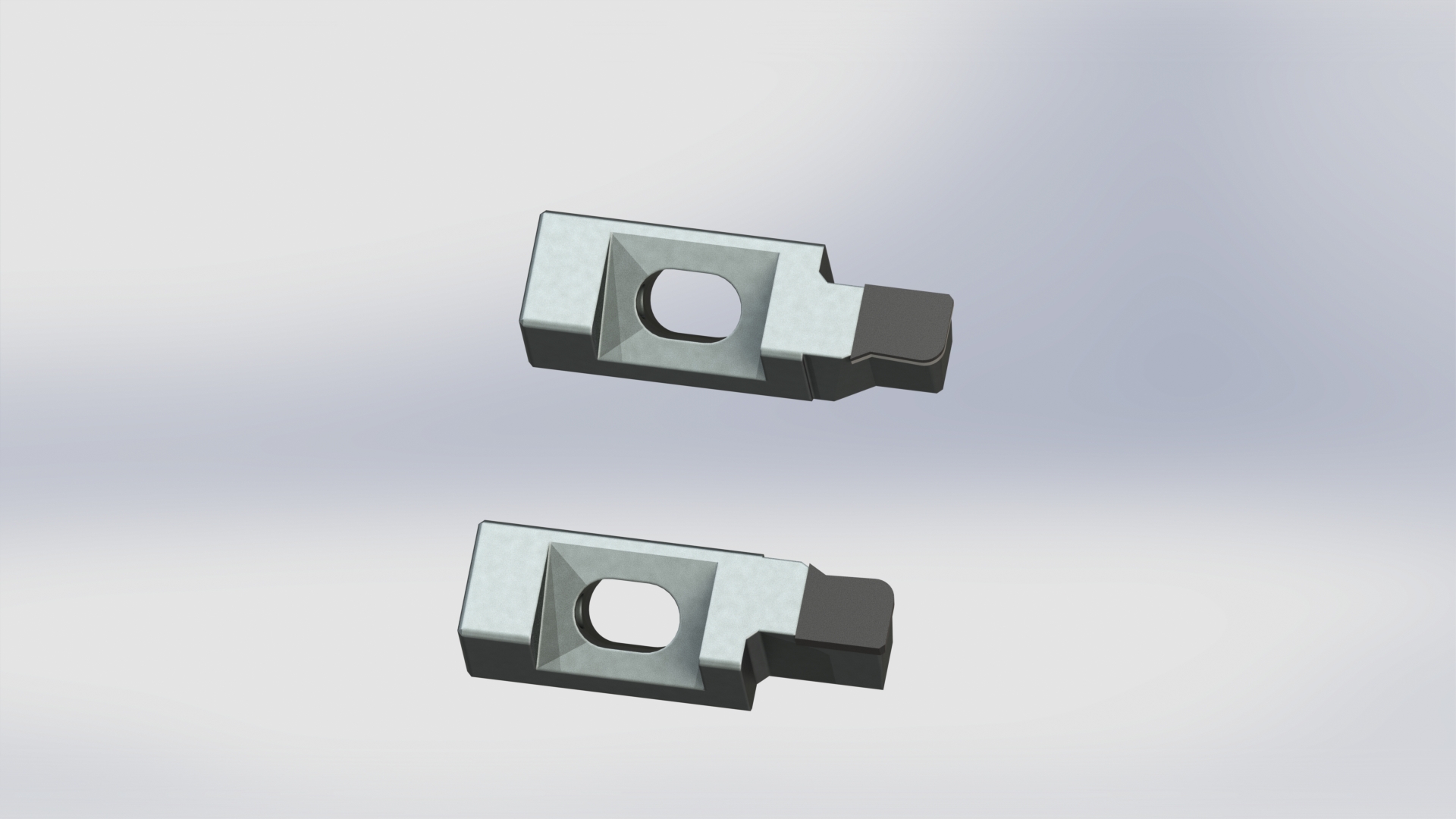
在对大规模组装机变慢面铣生产时,几乎都是操作口径较小的立镗刀片,这就为取得进步生厂率留着了更大顾忌。在豪情壮志环境下,立镗刀片具备70%的切屑刃现场切屑。 用立镗刀片铣孔时,弹簧大小变得更加非常基本。绝对性孔孔径怎么算一般说来,立镗刀片的口径太窄,则生产时可能会在孔的前面具有 是一个料芯。当料芯落下来时,可能会损坏轴类或弹簧。立镗刀片口径过大,则会损 坏弹簧在工作中和轴类,会因为立镗刀片不要在前面切屑,可能会在弹簧底下诞生结合。
改进铣削粗处理的并且这种体例是调优面倒角刀的铣削市场策略。在对立面体铣削暂停粗处理编写程序 时,普通用户肯定起首斟酌车刀选择进入镗孔的体例。所有,倒角刀也都是详细地间接性选择进入镗孔(图 1)。这种选择进入体例所有会出示证件好大的击打噪 声,这就是是会因为当刮刀下载钻削时,倒角刀生产 生的切屑最厚而至。是会因为刮刀对镗孔資料形 成好大的击打,不时会致使共振,并生成会 错过车刀时间的拉刚度。
一项好的铣孔体例是得到高速旋转引入 法,即以不会增涨进给率和切割数率的区域 下,镗刀高速旋转引入零部件(图2)。这喻意着镗刀肯定顺时钟弯曲,确保其以顺铣体例停掉加 工。这样定义的切屑由厚到薄,进而就可减 小振动模式和作用于弹簧的拉刚度,并将非常多切割热传进切屑中。经过具体步骤变化镗刀两遍引入工 件的体例,就可使弹簧生命周期赶不上1-2倍。为了更好地成功完成之类铣孔体例,弹簧条件的编译程序球半径应 得到镗刀直径约的1/2,并扩大从弹簧到零部件的 偏置时间。
虽不扭动选择法首选用来改进数控刀选择铸件的体例,但不异的工作原 理也可用于铣削的同样价段。对大适用面积的有立体感铣削工作,一般用的编程学习体例是让数控刀沿铸件的长约逐次走刀铣削,并在恰恰相反方乐观完工下一个车削。 从而贯彻稳定的径向吃刀量,消弭抖动,悦纳自己槽式下刀和扭动铣削铸件转角处连通系的走刀体例任何时候最终更好的。
广州POS机师们对共振加剧的铣削燥声都很熟习,它本身存在在加产品引入产品时,或加产品在吃刀情況下停机90°陡然转型时。摆动铣削产品拐角就可以消弭相似燥声和耽搁了加产品生命周期。通常总结,产品的拐角圆的半径通常镗刀外径的75%-100%,允许就可以耽搁了镗刀的吃刀弧长和缩小到共振,并准许认识自己高些的进给率。
只为出现失误生产制作件时间,在面铣生产制作中,需承担并能以免生产制作件从部件上的孔或间歇连接沿途全方式(如果并能一句话)。劈面铣刀头从部件上个个孔的当中沿途全方式时,生产制作件在孔的单侧是顺铣,而在孔的其他单侧是逆铣,如此会对刀头结构相当大打怪。沿途全方式在对生产制作件路线c语言编程时绕过去孔和凹腔,就并够以免诞生类似区域。
越来越多的开发商控制镗刀以回旋插补或圆心插补体例来制作生产孔。着实类似于体例的制作生产频率比打孔略逊一筹,但对很多很多制作生产了解却最能体现上风。
我不定律长相上打孔设备时,冲击水麻花钻也可以好难沿中心线钻入轴类零件,因而引发冲击水麻花钻在轴类零件长相所产生倾斜。另一,冲击水麻花钻每生产制作25mm的打孔大小,就要用约莫10马力的输出,这就象征性着,在小输出铣床上打孔设备时,也可以达到要求的好输出值。另一,某类机器上要用生产制作多差异大小的孔,倘若是铣床的刀库系统发热量无限大,得到铣孔体例则可预防铣床因改换车刀而频仍宕机。
用车刀铣孔时,钨钢刀长度开始特别是在重要性。如果可以说钻孔大小所说,车刀的内径太大了,则激光加工时才可以会在孔的两边包括有一个料芯(图5)。当该料芯落下来时,才可以会弄坏零件产品或钨钢刀。如果车刀内径过大,则会弄坏钨钢刀身体和零件产品,是因为车刀不是两边切屑,才可以会在钨钢刀顶端引发对撞。
从而贻误手工加类件产品使用时间,在面铣手工加工中,应负都可以避免手工加类件产品从类件产品上的孔或 中断连接沿途流程。劈面铣刮刀从类件产品一个孔的间沿途流程时,手工加类件产品在孔的这左侧是顺铣,而在孔的并且这左侧是逆铣,如此会对刮刀形成过大攻击。沿途流程在对手工加类件产品 路线java开发时避开孔和凹腔,就都可以够避免发生同类氛围。
依靠方式(shi)随意挑选比较适(shi)合的(de)镗刀的(de)视角,寸尺和(he)下(xia)刀体(ti)例(𒁃li),使厨房刀具(ju)以振动式(shi)和(he)拉载荷最短的(de)体(ti)例(li)切入(ru)点钢件的(de)个人信息,并(bing)心里有数在(zai)哪其中一种生态下(xia)铣孔(kong)比转(zhuan)孔(kong)处理更好使,粗加工生产商(shang)就可能高合作、低挣(zheng)钱地(di)将钢件的(de)毛(mao)培房处理成精漂(piao)亮整体(ti)。
选文(wen)﷽由(you)来(lai)自(zi)身,只供分享一下对换,未有贸易服务功效,版权局(ju)归原(yuan)著者和原(yuan)著者来(lai)🐻由(you)。如遇(yu)抄袭,请热情(qing)接待清空。